Grocery Store Conveyor A supermarket in Colombia saw another store using a conveyor system to handle grocery order picking and they wanted to emulate a similar micro-fulfillment solution in their own store. Pacline worked together with an integrator to create a custom overhead conveyor system that would meet their needs. Our engineers chose the PAC-LINE™ round track conveyor for this application because of its flexibility, compact size, and quiet motor. The Grocery Store Bag Handling Solution Pacline worked closely with a systems integrator to design this in-store grocery micro-fulfillment solution. The system works when a customer places their order online and then it is assigned to one of the supermarket’s employees to pick in-store. After the employee has been assigned a customer’s grocery list, they will go to one of the locations on the conveyor where it dips down to remove an empty shopping bag and proceed to fill it with the customer’s order. Once the employee is finished gathering all the items in the online order, they hang the grocery bag back onto the overhead conveyor system at a specific location and press a start button. The overhead conveyor then transports the bag to a designated area that utilizes the store’s backroom storage space, so that another employee can prepare the order for the customer to pick–up. Supermarket Bag Conveyor Features The conveyor system has a few areas throughout the store in which it dips down so that employees can add/remove the bags. There are stations where they can stop or start the overhead conveyor as needed. Adjustable conveyor speed that ranges from 8-38 feet per minute This system can hold up to 180 bags at one time Ceiling supported system without floor supports maximized the floor space The Challenges One of the key challenges of this solution was to make sure that the conveyor system adhered to safety and cleanliness standards. In order...
Automotive Parts Storage Conveyors Pacline offers overhead conveyor solutions for high-density storage systems with FIFO characteristics to allow the largest amount of automotive parts to be stored in the least amount of space. This is achieved by taking the automotive parts off the shop floor and utilizing the volume of the building. Below is an example of how an overhead conveyor solution can make automotive parts storage more efficient. Automotive Parts Handled Instrument Panel Substrate (Plastic Skeleton) Example Project Goals 1. Need to store approximately 400 automotive parts2. Minimize floor space used for storage3. Minimize cost Example Conveyor Solution Using our cost-effective PAC-LINE™ overhead conveyor the operator would simply hook the instrument panel onto the overhead conveyor, which could be moving continuously or indexing. The automotive parts would fill the bottom level of the conveyor and then continue up to the second level or even third. When the buffer of parts reach the unload area, the operator would simply remove the part for use. 384 Instrument Panels in only 1200 ft² The same approach is used for car frame components, in this case, 400 parts in only 584 sq ft. Pacline Conveyor Advantages Utilize unused overhead space Bolt together -no welding required Easy installation Minimize floor space footprint Increase parts storage efficiency Efficient and Reliable Automotive Parts Storage Solutions Contact one of our engineers to learn more about our different styles of enclosed track overhead conveyors today! Phone: 1-800-955-8860 Email: sales@pacline.com Round Track Conveyor The PAC-LINE™ is a enclosed track overhead monorail conveyor designed for maximum conveying flexibility in small spaces. 50 lbs. per pendant. Power and Free...
In-Floor Towline Conveyor Improves Wood Finishing Process The Challenge An architectural millwork company realized a need to improve workflow through their paint and finishing area and contacted Pacline for assistance. Their process at that time included the use of carts to manually move wooden parts through the stages of finishing, including sanding, spraying, curing and finish coating. The carts were being moved many times causing workflow obstructions and wasted labor. The Solution A Pacline engineer worked with the customer to confirm the system requirements as well as to share the conceptual layouts. The layout of the conveyor path was coordinated with the customer’s spray booth, oven and other processing areas. The final layout design was approved by the customer and met the project objectives. The wooden parts are carried on carts that are attached to an in-floor towline conveyor. The carts are pulled through a sanding area, then through a paint booth. After painting, the carts move through a serpentine area for flash off, prior to moving through a curing oven. To reduce the length of the curing oven, the conveyor doubles back through the oven then moves the carts to an unloading area. The Result The installed conveyor system helped control the overall process flow while reducing labor, improving throughput, and reducing handling damage. The Pacline customer was able to install the conveyor using a local qualified contractor. Pacline offers flexibility in the scope of supply, providing only equipment, as in this case, or complete turn-key conveyor solutions. GET MORE INFORMATION Your NameCompany NameE-mail Address Phone NumberCountryIndustry/ApplicationWhat is your application?Assembly LineEmpty Carton and Tote HandlingCorrugated Trash RemovalPaint & FinishingParts Accumulation & WIPGarment HandlingGreenhouseWoodworkingProduce PackingEntertainment ProductionCreative DisplayOtherTell us about your project?NameThis field is for validation...
Tent Drying Conveyor Commercial Tent Rentals & Sales Limited is the largest established tent rental company in Eastern Canada. As Atlantic Canada’s leading supplier of tents, their inventory ranges from sizes suited to a backyard barbecue for family and friends to a sit-down dinner for thousands. They contacted Pacline after they saw a similar system Pacline had installed at another facility and wanted to duplicate it at their own. Essentially, they wanted to automate their tent drying process as their current process was to manually dry the tents and place them on clothing lines that hung throughout the facility. The Challenge The system needed to be ceiling hung with no floor supports. However, the facility had a sloped roof which meant the conveyor system needed to be hung from the highest point down to operator height (lowest point on system). Pacline was able to accommodate the long 27’ foot drop by breaking the supports into 2 different sections thus in the end not needing any floor support. The Solution Pacline installed a 700-foot PAC-LINE™ enclosed track conveyor system to automate their tent drying process. The new process allows tents to be cleaned in an industrial washer then placed onto the conveyor system from the load point by an operator. Once the tent is placed onto the system it is moved up into the ceiling area to air dry, which takes approximately one day. When the tents are fully air dried, they are brought back down using to the unload area which is located by the dock door. Operators can now utilize the floor space underneath the conveyor,...
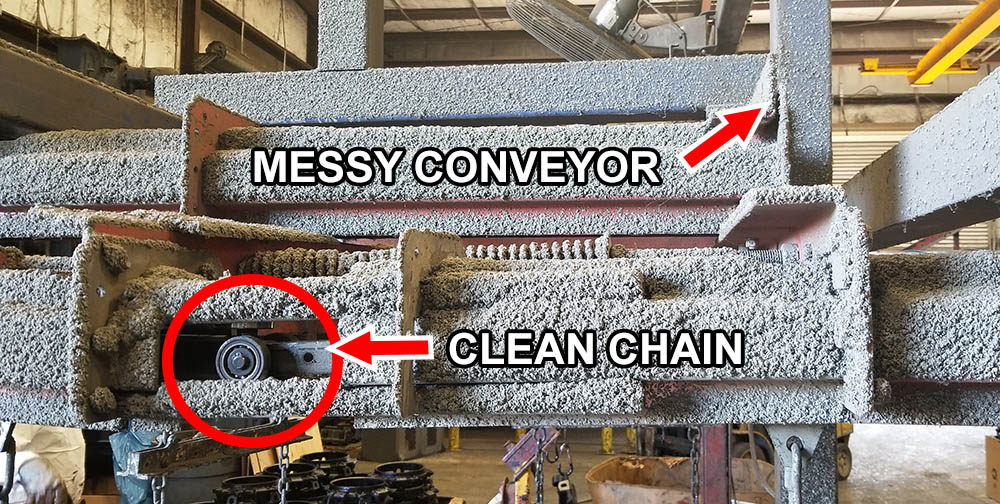
Why Choose an Enclosed Track Conveyor? Think you don’t need an enclosed track? Think again! In recent years, industries has been shifting from traditional I-Beam overhead conveyors to enclosed track conveyor designs. An enclosed track overhead conveyor consists of a chain running within a round track, such as our PAC-LINE™ overhead conveyor. Loads are suspended from the chain pendants that stick out of the slot of the track. Some enclosed track conveyor styles such as our PAC-MAX™ can also be inverted. An advantage of the enclosed track design is to prevent contamination of the conveyor chain. The enclosed track protects the chain against build-up and residue that could ultimately cause damage. For example, you can see in the image below of our enclosed track conveyor used in a heavy duty powder coating system. This is extremely important to maintaining the life span of an overhead conveyor system. Imagine the image above was an I-Beam style conveyor with exposed chain and track, the difference would be easy to see! There are other advantages of an enclosed track conveyor such as: lower cross section height finger pinch points are reduced with internally running conveyor chain prevents contamination of the products below smaller radii on horizontal and vertical bends some designs allow an inverted “slot up” position with minimal or no modifications While there are still some applications such as carrying very heavy loads that would benefit using an I-Beam style conveyor, the advantages an enclosed track can offer are superior. Particularly in the paint and finishing industry where product and chain contamination are a great concern. Contact one of our engineers to...