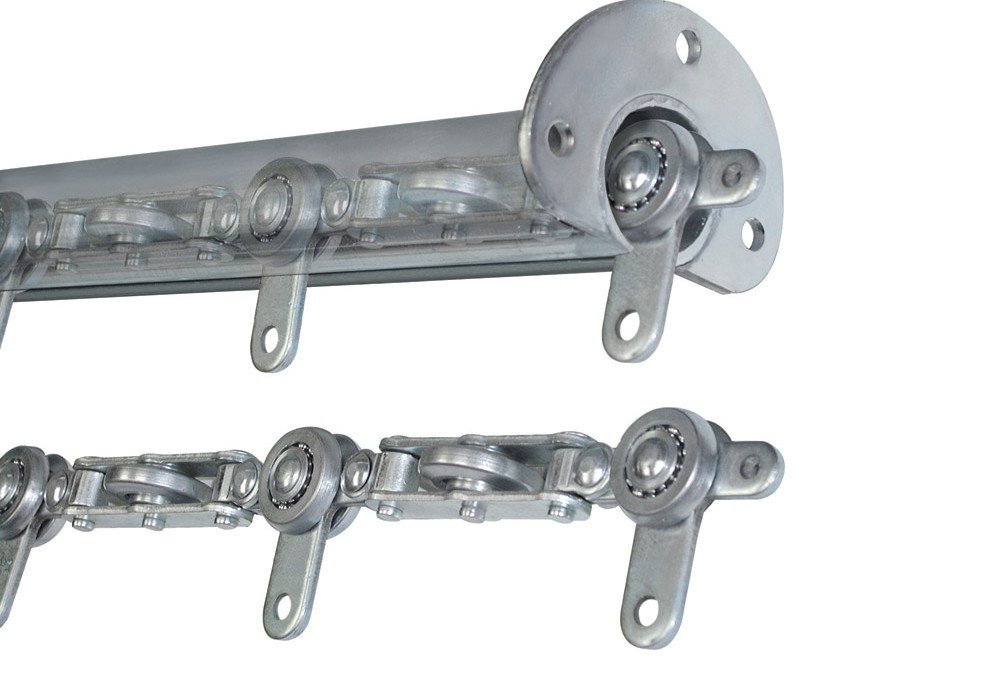
Enclosed Track Conveyor Systems Overhead chain conveyors have developed a reputation as the workhorses of the conveyor industry. Low maintenance and operating cost is their trademark. Simplicity of design is key. Some basic application rules apply and when followed, these systems will normally outlast several generations of the products they are used to carry. It is not unusual for an overhead conveyor to last eight to ten years or even longer, with only minimal maintenance performed on it throughout its life. Maintain them, and these machines will last a lot longer than that. The primary applications of the overhead chain conveyor are paint lines and the transferring and buffering of manufactured parts. Both applications are most commonly seen in the automotive manufacturing sector. Walk through any plant in this industry and you would be hard pressed not to bump into one in your travels. This sector and in particular, the paint line application, is probably the most severe environment to which you could subject a piece of equipment. Some paint lines incorporate spray washers with detergents to descale or degrease parts prior to painting. Not only do you get overspray and mist, add a dose of a corrosive substance to boot. Next, you take those parts through a dry-off oven where you increase the temperature to help evaporate the water and detergent, creating a nice steam-bath environment. Of course, your chain and track have now lost their lubrication through the process. Conveyor chain is subjected to this abuse once per cycle of the conveyor. Now you’re set to thoroughly abuse your conveyor. Why not cake it with paint or primer...
Overhead Conveyor Enclosed Track The overhead conveyor industry has come a long way since a young engineer by the name of Jervis B. Webb teamed up with a 20th century manufacturing revolutionary named Henry T. Ford. Images of the Charlie Chaplin movie short on the assembly line come to mind, which was avante garde at the time. Industrial engineering profoundly changed during this period of time. The I-beam overhead conveyor was conceived and developed to set up an assembly line into a synchronous single line layout of progressive tasks. These overhead conveyors have the following advantages over the traditional belt and roller type floor conveyors: product was non-conveyable on other conveyor designs maximize plant layout by utilizing unused overhead space (cubic utilization) free up valuable floor space for manufacturing equipment and operating personnel smaller radii for the vertical and horizontal bends can be achieved The continuous chain conveyor path: saves in drives. reduces costly controls when making a transfer or change in direction. by not transferring between-conveyors the product damage is minimized. inventory can be easily controlled via FIFO. The bottom line in today’s manufacturing environment is to maximize the efficiency of the capitalized equipment in harmony with the manpower. Work in process is costly both in inventory and storage space. Work that is in the queue or ready maximizes the process uptime. These are fertile conditions for the power and free non-synchronous conveyors. Power and free not only incorporates the above listed overhead solutions but further enhances the following situations or applications: The conveyor can be divided into separate distinct zones: delivery buffer or storage sortation (varied product...
Pacline Reduces Energy Consumption Since moving to a larger facility several years ago, PACLINE Overhead Conveyors has looked at ways to improve energy efficiency. For Karl Scholz, president of Pacline Overhead Conveyors, “improving energy efficiency or reducing energy consumption is something everyone should be thinking about – corporations and individual citizens. Energy costs money and has numerous adverse environmental effects – who can afford NOT to think about this?” At PACLINE a number of simple changes were made upon moving to their new facility such as: replacing all entry door seals, ensuring the large garage doors were adequately sealed and replacing light bulbs where possible. This year, with hydro costs predicted to climb, PACLINE decided to enlist the help of outside expertise to get advice on what more could be done to reduce the office and warehouse energy use. PACLINE contacted VeriGreen, an Energy Management Company located in Waterloo, Ontario to review their options.In most companies, lighting is one of largest sources of wasted energy consumption – it is also one of the simplest to reduce and this is where it was determined that PACLINE could benefit. PACLINE chose VeriGreen T5 fluorescent adaptors that were retro-fit into 112 overhead fixtures in PACLINE’s office and warehouse. This allowed PACLINE to reuse their current fixtures and simply replace the less efficient T12 light bulbs with the energy efficient T5 bulbs. PACLINE also learned that Ontario hydro offers rebates for implementing energy saving measures as a further incentive for companies to invest in changes that will reduce energy use and costs. The results: 53% reduction in kilowatt hours (50% cost savings on hydro bill)...
Pacline: Quality and Cost Saving Conveyors To many material-handling professionals, the brand name PACLINE™ has become synonymous with overhead conveyor automation. Pacline Overhead Conveyors General Manager Karl Scholz says the company has become so well-known for its systems that it has followed its customers’ lead in naming its core product. “Industrial and mechanical project engineers think of PACLINE when they embark on any kind of study of their production processes,” he says. “Many operation managers and production personnel have come to think of PACLINE as the back-bone of their plant assembly line or paint line. In fact, our original enclosed track conveyor product was so often referred to by customers as “the Pacline” that we have now officially named it as such – the PAC-LINE™.” Since its incorporation in 1980, PACLINE has installed more than 3 million feet of conveyor in all regions of the globe. Form its manufacturing facility and warehouse in Mississauga, Ontario, Canada, PACLINE ships equipment to locations such as Saudi Arabia, Chile, Canada, China and India. The company’s customers in the United States are served primarily through its facility in Buffalo, NY. PACLINE’s projects range from very simple conveyor loops, to complex power and free conveyor circuits involving pneumatics, computers, programmable logic controllers and automatic identification. “Our customers can be GM, Ford and Chrysler one day and Amazon, Walmart or Target on the next,” Scholz explains. “We serve a wide spectrum of industries and companies but the common thread is that we are fast to respond to RFQ’s, and we have the shortest deliveries in the industry – we set the standard in that regard.”...
Overhead Conveyor Performs Double Duty Overhead Conveyor Performs Double Duty Unpublished Mechanization of the distribution center has become commonplace, to the point that certain tasks within the distribution process are mechanized as the standard approach. Mangers don’t even consider doing these tasks manually. Split case or “less than carton” distribution is considered to be the most difficult of applications to mechanize. The full case distribution center is easily automated with barcode labels, pick-to-belt conveyors, high-speed carton sorters, direct trailer loading and electronic data capture devices. Not so in the split case distribution center. The challenging part of this operation is dealing with individually picked items, located in a high density storage area, without individual item labeling, generally non-conveyable and requiring a shipping medium like a carton or tote, requiring a quality control check, resulting in the generation of trash cartons…and the list goes on. However difficult this type of picking is, it is a fact of life. Most distribution centers contain split-case product and the requirement to pick this type of order will not go away. Actually, the trend may be to a higher volume of split case items per order as retailers wrestle with shrinking store shelf space and pressure to reduce inventory levels. To address these issues, split case distribution centers with the goal of high efficiency, have incorporated Overhead Chain Conveyors into their new distribution center model. Their typical installation includes a number of separate overhead conveyor systems with several thousand feet of overhead chain. Actually, the overhead chain conveyor is only part of a total material handling solution involving several different styles of equipment. The...